Содержание:
Крепление заготовок.
- Трёхкулачковые патроны
-
Четырёхкулачковые патроны
-
Цанги
-
Центры, поводковый патрон
Крепление заготовок.
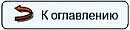
Трёхкулачковые патроны
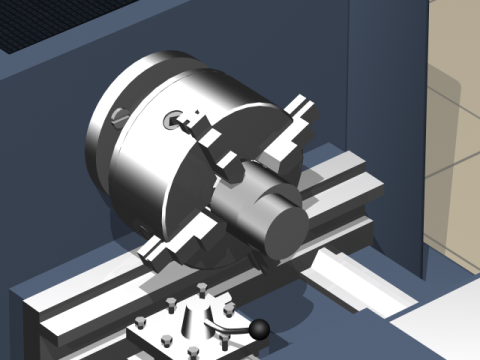
| Наиболее распространённый способ крепления заготовок на токарном станке, это крепление заготовок в самоцентрирующемся трёх кулачковом патроне. При вращении зажимного ключа по часовой стрелке происходит перемещение сразу всех трёх кулачков к центру патрона. При этом происходит закрепление заготовки. При вращении ключа в обратную сторону происходит освобождение заготовки. При использовании в качестве заготовок длинных прутков, следует иметь в виду, что диаметр прутка не должен превышать диаметра отверстия шпинделя станка. |
|
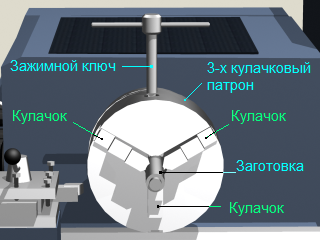
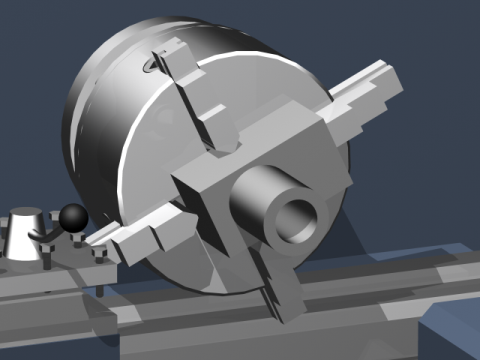
| При закреплении заготовок большого диаметра, в патрон следует установить обратные кулачки. Заготовка, при закреплении, должна быть плотно прижата задней торцевой поверхностью к боковым поверхностям кулачков. Для удобства крепления, можно воспользоваться задней бабкой, "поджав" заготовку, и затем зажимным ключом закрепить заготовку. После этого заднюю бабку следует отодвинуть вправо. |
|
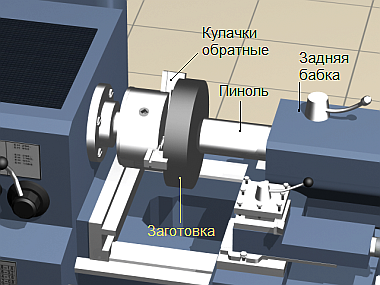
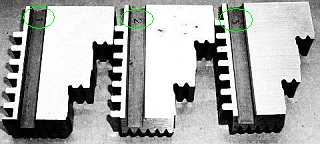
| При смене кулачков в патроне, следует выкрутить установленные кулачки и поставить нужные для выбранного вида работ. Кулачки в самоцентрирующемся патроне перемещаются по спирали. Для правильной установки кулачков следует обратить внимание на номер устанавливаемого кулачка. Кулачки к патронам поставляются в комплекте. |
|
| Каждый кулачёк имеет маркировку с номером. Первым вставляется кулачёк с номером 1, затем кулачёк с номером 2 и так далее. |
|
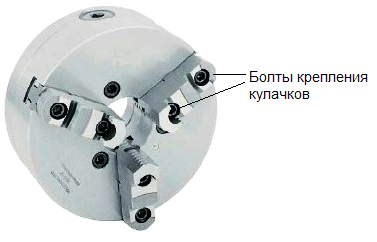
| Существуют патроны, в которых кулачки при смене не выкручиваются, а откручиваются от подвижной подошвы. На место снятых кулачков устанавливаются другие. При обработке в самоцентрирующихся патронах следует иметь в виду, что обработка детали должна вестись за одну установку. Если частично обработать деталь, а затем снять её со станка, то повторно установить её на станок будет проблематично, так как идеально установить деталь (так как она крепилась ранее) практически невозможно. В связи с этим, у детали при обработке возникнут радиальные и торцевые биения, которые могут превышать припуск на обработку. |
|

Четырёхкулачковые патроны
| Четырёх кулачковые патроны используются в тех случаях, когда деталь имеет эксцентрические поверхности (ось крепления заготовки не совпадает с осью обрабатываемой поверхности) или когда базовая часть детали, предназначенная для крепления на станке, имеет не цилиндрическую форму. Кулачки четырёх кулачковых патронов перемещаются в патроне независимо друг от друга, за счёт чего в патроне можно закрепить деталь практически любой формы. |
|
| Изготовление детали в четырёх кулачковых патронах следует производить за одну установку. Наряду с четырёх кулачковыми патронами, для крепления деталей со сложной формой, существуют патроны с большим числом кулачков. |
|
Цанги
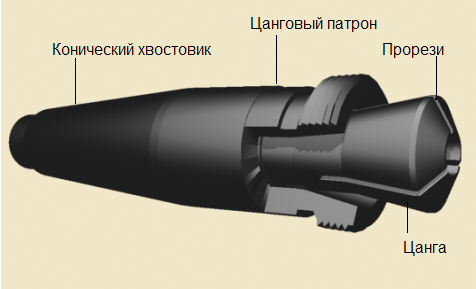
| Крепление деталей в цангах основано на том, что обрабатываемая деталь вставляется в торцевое отверстие цанги. Цанга вдавливается в цанговый патрон и, за счёт прорезей в цанге и её конической поверхности, прорези сужаются и, соответственно диаметр отверстия цанги уменьшается, обжимая деталь. Цанга вдавливается в патрон при помощи резьбовой крышки цангового патрона. Чаще всего, крепление заготовок в цангах, используется для чистовой обработки деталей. |
|
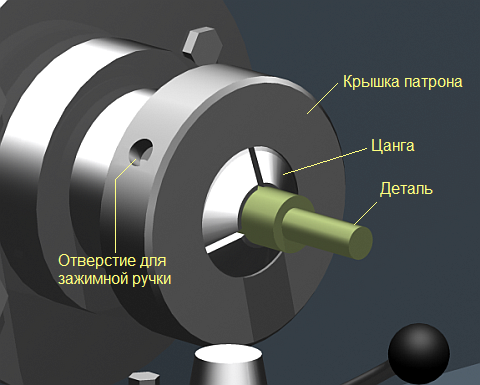
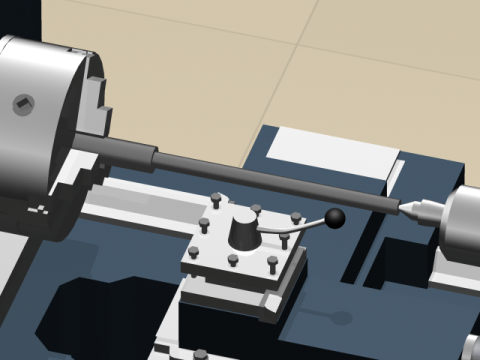
| Преимущество при креплении деталей в цангах заключается в том, что практически отсутствуют радиальные биения детали. Цанги часто используются в станках с числовым программным управлением, где легко осуществить крепление заготовок при помощи автоматических механизмов. На токарном станке, цанговый патрон закрепляется в коническом отверстии шпинделя. |
|
Центры. Поводковый патрон
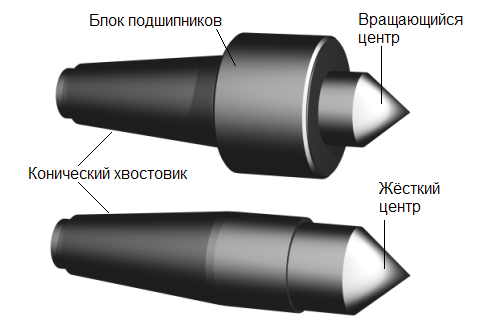
| При обработке деталей со значительной длиной и небольшим диаметром используется обработка в центрах. В простейшем случае заготовка закрепляется в патроне, а торцевая часть заготовки поджимается центром. При таком креплении, деталь следует обрабатывать за одну установку. Центр крепится в пиноли задней бабки за счёт конического хвостовика. |
|
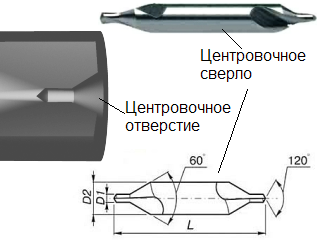
В торце заготовки должно быть предварительно просверлено центровочное отверстие. Центровочное отверстие изготавливается специальным инструментом - центровочным сверлом (центровкой).
Наиболее распространённые размеры центровочных свёрл:
| D1 (мм) |
D2 (мм) |
L (мм) |
| 1,0 |
3,15 |
31,5 |
| 1,6 |
4,0 |
35,5 |
| 2,0 |
5,0 |
40,0 |
| 2,5 |
6,3 |
45,0 |
| 3,15 |
8,0 |
50,0 |
| 4,0 |
10,0 |
56,0 |
| 5,0 |
12,5 |
63,0 |
| 6,3 |
16,0 |
71,0 |
|
|
| Центры бывают жёсткие и вращающиеся. При использовании жёсткого центра, центр и центровое отверстие следует смазывать густой смазкой (солидол, тавот). При использовании вращающихся центров смазка не требуется. |
|
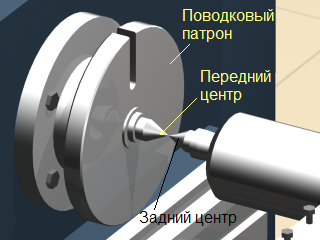
| Для крепления деталей в двух центрах используются передний жёсткий центр и поводковый патрон. Жёсткий центр закрепляется в конусном отверстии шпинделя, а поводковый патрон накручивается на резьбовую поверхность шпинделя. Оси вершин переднего и заднего центров должны совпадать. У закрепляемой детали следует просверлить на обоих торцах центровочные отверстия (отцентровать). |
|
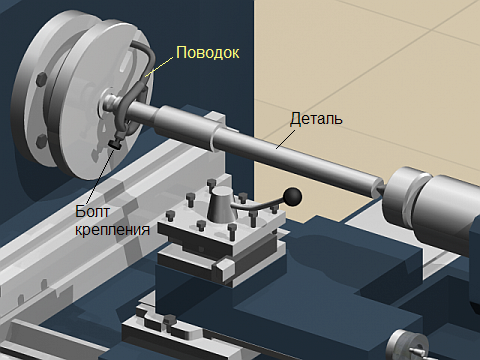
| На заготовке детали крепится поводок, а затем деталь устанавливается между центрами и поджимается задним центром. |
|
|